
[vc_row][vc_column][vc_column_text]
Process Solenoid valves
Solenoid valves are simple and effective electrically operated valves to control liquid, gas or steam. Solenoid valves have many uses, from controlling compressed air to operate pneumatic equipment, controlling high pressure oil to operate hydraulic equipment.
A solenoid valve that controls the actual media would generally be considered a process solenoid valve.
A solenoid valve can be used in a wide range of environments to control a multitude of media.The important consideration is that the correct solenoid valve must be selected.
Ambient temperatures can range from sub zero conditions such as in a refrigeration unit to desert like conditions. We must consider the pressure parameters, the media temperature ranges, frequency of operation, they may even be used in a highly explosive environment like a flour mill or an environment containing combustible gasses. Selecting the right valve for the application requires a great level of skill and experience.
In order to select the correct solenoid valve for an application we would need to collect all the technical data, such as: the media, the pressure, the differential pressure, the temperature, the voltage available, the environment, the frequency of operation.
All of these factors would affect which solenoid valve is selected.
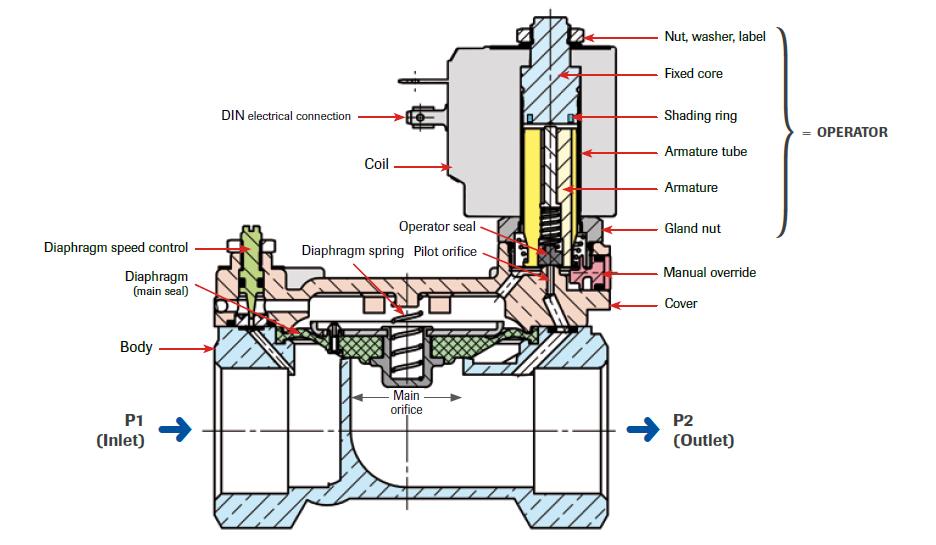
The basic principals of a solenoid valve.
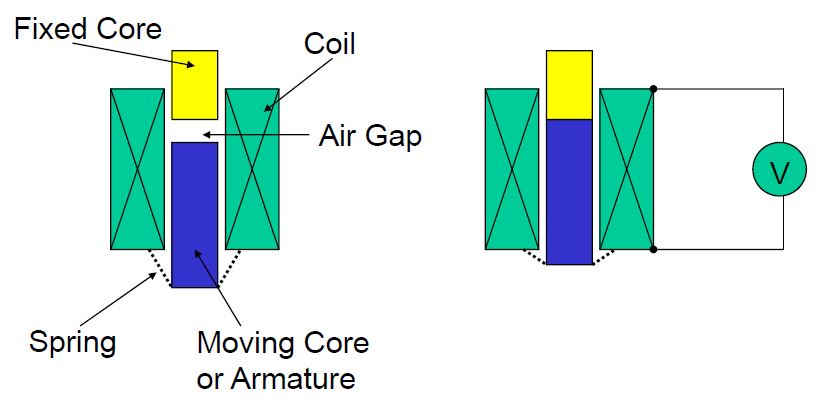
The principal of a solenoid valve uses a copper wound coil over an armature housing a fixed core and a moving core. When the coil is electrically energised the moving core is attracted to the fixed core.
When coil is energised, the armature is attracted to the fixed core, the spring is compressed and the valve is opened allowing flow. Lifting the armature to the fixed core consumes more power than holding the armature, this is referred to as the inrush and holding power. The inrush is the power required to lift the armature and the holding is the power required to hold the armature in place.
The armature is made of a specific grade of stainless steel,1.4105 EN (AISI 430F). This grade of steel is magnetic and also suitably erosion resistant.
A solenoid valve should be selected if any of the following conditions are met:
There is a media without dirt particles.
The flow volumes are at a moderate rate.
There is an average differential pressure.
The operation is running at a high speed.
The media's viscosity is not higher than 21 cST (3°E).
V-Flow supply three variations of process solenoid valves:
Direct acting solenoid valve
Pilot operated solenoid valve
Pilot operated solenoid valve with assisted lift
*(NC = Normally closed, NO = Normally open)
**(2/2 way = valve has two connections, only two positions open or closed. 3/2 way = valve has three connections and 2 passage flows.)
Direct acting solenoid valve
*(NC or NO)
**(2/2 or 3/2 way)

A direct acting solenoid valve uses a coil and armature centred on the valve. The seal is mechanically connected to the armature. The seal can be produced from a wide range of materials and selected depending on application, this means that the seal can be manufactured to withstand certain pressures, temperatures or chemical attributes. The armature is made of stainless steel grade 1.4105 EN 10088 (AISI 430F). There is a spring which holds the armature in its de-energised state.
The valve can be either NC and NO. A NC variant means the valves original position is closed, the armature is sealing the valve. When the coil is electrically energised, overcoming the force of the spring, the valve is opened. When the armature, and seal,are lifted away from the orifice, the media will begin to flow through the valve. The armature will be held in position by the magnetic force.
When the coil is de-energised, the armature is released from the fixed core and will return to its original position. When the armature re-seats, the seal will close the valve.
The direct acting solenoid valve does not require differential pressure to function as it is operated purely by the coil power.
A direct acting solenoid valve has an average response time of 5÷25 ms.
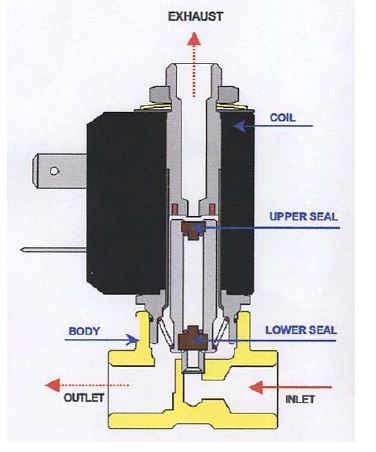
Another variation of this valve would be a 3/2-way direct acting solenoid valve. This functions in a very similar way to the 2/2 valve. One variation implements an exhaust through the fixed core. There is a seal on both the top and bottom of the plunger, this will allow flow to or from the body seat or exhaust seat depending on the configuration.
Pilot operated solenoid valve
*(NC or NO)
*(2/2 way)

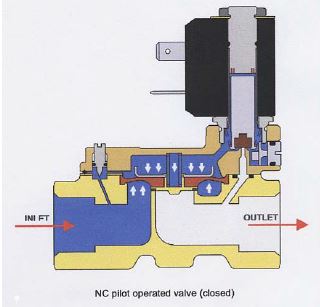
A pilot operated solenoid valve is similar in operation to a direct acting solenoid valve, however the pilot operated solenoid valve is acting upon a pilot orifice rather than the main orifice. The solenoid here has no direct impact upon the main orifice, rather than lifting and replacing the seal, like with a direct acting solenoid, a pilot operated will seal a pilot orifice to keep the inlet pressure from escaping into the outlet.
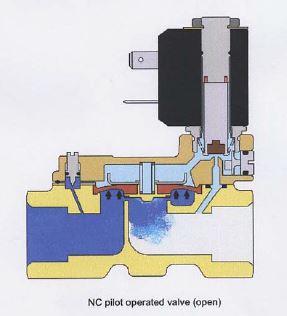
This type of solenoid valve requires a differential pressure from inlet to outlet. This is because the diaphragm is sealed with the inlet pressure. There is a spring acting on the main diaphragm however the pressure from the inlet will be the main factor in keeping the valve sealed. When the coil is energised the armature is again pulled to the fixed core, releasing the seal from the valve. The pressure which was trapped above the diaphragm will now be able to escape through the pilot orifice and into the outlet. As the pressure comes into the outlet it will push upwards against the main seal and this will cause the valve to open, allowing flow.
When the coil is de-energised, the pilot orifice will become sealed again, this will stop the pressure flowing through and will trap it above the main diaphragm once again. When this happens, the seal will be pushed back onto the seat, closing the valve.
The reason this valve can work is because of the differential pressure from the inlet and outlet. Without this differential pressure, the valve would not be able to function. This means, for example, that a pilot operated solenoid valve would not be able to work in a boiler system where the pressure is consistent throughout the entire system. This valve would be suitable for operations in mains water. Mains water is pressurised between 4-6 BAR, it also does not contain any particles. This valve offers excellent flow rates for this application.
As mentioned before the pilot operated solenoid valve requires a differential pressure range to function. The minimum amount of pressure must be between 0.3 and 1 BAR, depending on the size of the valve. The orifice of the valve is small and so any particles in the media could damage or disrupt the operation of the valve. So only media without any particles can run through this valve.
Pilot operated solenoid valves are available in both NC and NO configurations. This enables the valve to be used in a multitude of different applications providing the specifications and environment is correct.
This valve has an average response time of 50÷500 ms.
Pilot operated solenoid valve with assisted lift
*(NC)
**(2/2 Way)

A pilot operated solenoid valve with assisted lift is a combination of both the direct acting solenoid valve and the pilot operated solenoid valve.
The pilot operated solenoid valve with assisted lift has the armature, which is mechanically connected to the diaphragm, and coil centred on the valve. When the media is running at low pressure the valve will be operated by the coil, raising the diaphragm by energising the coil and lifting the armature to the fixed core. When the pressure flowing through the valve is at an optimal rate, the pressure will assist with lifting the diaphragm.
This means that the valve will only be capable of full flow at high pressures.
Pilot operated solenoid valves with assisted lift can operate with no pressure differential, because of the use of the solenoid on the main diaphragm, however they are not available in a normally open configuration.
A typical application of a pilot operated solenoid valve with assisted lift would be within a diesel fuel supply. Generally, diesel fuel is supplied from a header tank, meaning that the fuel may not be at a sufficient pressure to operate a standard pilot operated valve. This is where an assisted lift pilot operated solenoid valve should be used. It is recommended that Viton seals should be used for this application.
This valve could also be used in low pressure water system, or a system where pressures fluctuate and may drop to zero. Or a system where back pressure can increase resulting in a very low-pressure differential across the valve. As mentioned before this valve does not require a pressure differential to operate.
The average response time of this valve is 50÷500 ms.
Optional features that can be added to V-Flow Solutions solenoid valves:
Manual override:
Normally closed direct acting and pilot operated solenoid valves can be supplied with a manual override which allows the valves to be opened independent of electrical current.
How this works:
A small CAM will be built into the valve, below the armature. When the CAM is rotated, it lifts the armature, opening the valve.
Waterhammer control:
Pilot operated solenoid valves can be supplied with a system that has the ability to regulate the closing speed of the diaphragm in order to control waterhammer.
(Waterhammer is caused by an increase in flow pressure through a previously empty valve).
The anti waterhammer device is a needle valve incorporated in the valve body. By rotating the needle valve clockwise the needle valve restricts the orifice reducing the flow rate, thus slowing the closing speed of the diaphragm.
Benefits of M&M solenoid valves:
Robust construction for industrial applications Featuring stainless steel orifice on most models:
High reliability
Long life
Stainless steel operators with low residual magnetism according to:
1.4105 EN 10088 (AISI 430F):
Corrosion resistant
High performance
High quality seal materials
NBR, FKM, EPDM, PTFE, Sigodur (Filled PTFE), Ruby, Kalrez:
High compatibility with a wide range of media
Fully interchangeable coils with a wide range of AC and DC voltages:
High flexibility with reduced stock
Coil orientation possible through 360°:
Simple and quick installation
Coils tested 100% in compliance with the current EC directives.
Compliance to RoHS directive and to relevant international standards upon request:

Development and realisation of special projects:
Customer tailored solutions
[/vc_column_text][vc_separator][vc_btn title="View The Full Range Of M&M Solenoid Valves Here" color="danger" link="url:https%3A%2F%2Fwww.mmint.co.uk%2Fsolenoid-valve%2F|||"][/vc_column][/vc_row]